The global fitness paradigm is undergoing an unprecedented convergence. Today’s international consumers do not merely buy compression leggings or moisture-wicking activewear; they invest in a cohesive, photogenic lifestyle aesthetic. This synergy has forced China’s top fitness apparel manufacturers and exporters to integrate closely with high-tech cosmetic accessory producers. Modern athleisure, fitness modeling, and active sports demands have driven a massive surge in the consumption of specialized cosmetic visual accessories, such as color contact lenses, designed to perform under high-intensity physical conditions.
As a leading hub of innovation, Shenzhen hosts advanced manufacturing complexes like Shenzhen Fresh Vision Co., Ltd. Established on January 26, 2016, Fresh Vision has pioneered medical-grade cosmetic contact lens production, enabling fitness brands and international distributors to offer complete, holistic visual identities to athletes, fitness influencers, and active consumers globally. By leveraging 1100 square meters of high-tech production facility and boasting a decade of direct export experience, this integration proves how technical material engineering translates from fabric weaves to optical-grade hydrogel wear.
The international demand for high-end active apparel is marked by a deep interest in performance materials, sustainability, and aesthetic customization. Modern consumers look for integrated solutions—what the industry refers to as "active beauty." Whether it is high-impact compression clothing or sweat-resistant cosmetic contacts like the Freshgo and Magister lines, products must handle physical motion, sweat, and long hours of wear without failing.
E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness) is the foundation of our manufacturing process. We ensure absolute transparency by sharing our detailed, multi-stage production line. This process covers everything from initial automated molding to intense sterilization and final quality checks. Below is the step-by-step breakdown of how our high-precision product line is built:

Our 1100㎡ modern manufacturing center in Shenzhen is designed with strict dust-free cleanrooms that comply with CE and international GMP standards.

5 expert engineers (including 3 graduate-level researchers) focus on hydrogel developments, oxygen permeability indexes, and custom color formulations.

High-speed manufacturing lines running 24/7. Fully integrated control panels monitor temperature, pressure, and humidity in real-time.

Our precise demolding machines carefully separate the formed lenses from the mold cores, avoiding micro-scratches on the delicate edges.

Lenses undergo hydration and disinfection baths to remove monomer residues and stabilize the water content at 40%.

Using automated vacuum systems, lenses are carefully transferred to carrier trays for structural checks and cosmetic inspections.

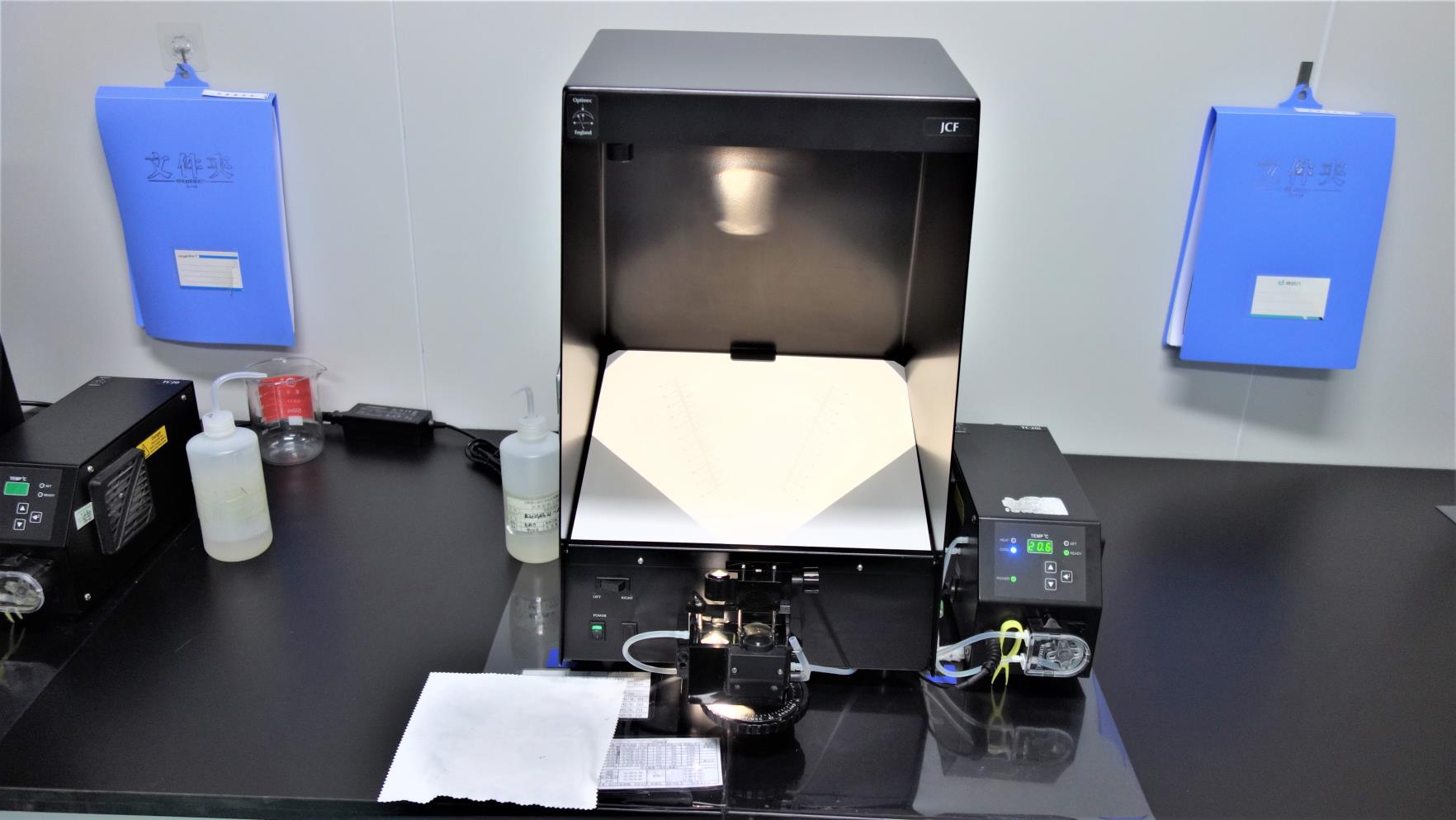
High-resolution projection systems magnifying each lens by 10x to catch optical distortions, color inconsistencies, or dust particles.

Lenses are placed in sterile blisters and filled with buffered saline solution. Blisters are then heat-sealed with medical-grade foil.

Sealed blister packs are processed in pressurized steam sterilizers to guarantee a Sterile Assurance Level (SAL) of 10^-6.

Products are boxed, barcoded for batch tracking, and labeled with their shelf-life dates before moving to the shipping area.

Our quality control team performs random sampling inspection on every batch before it is packed for export.
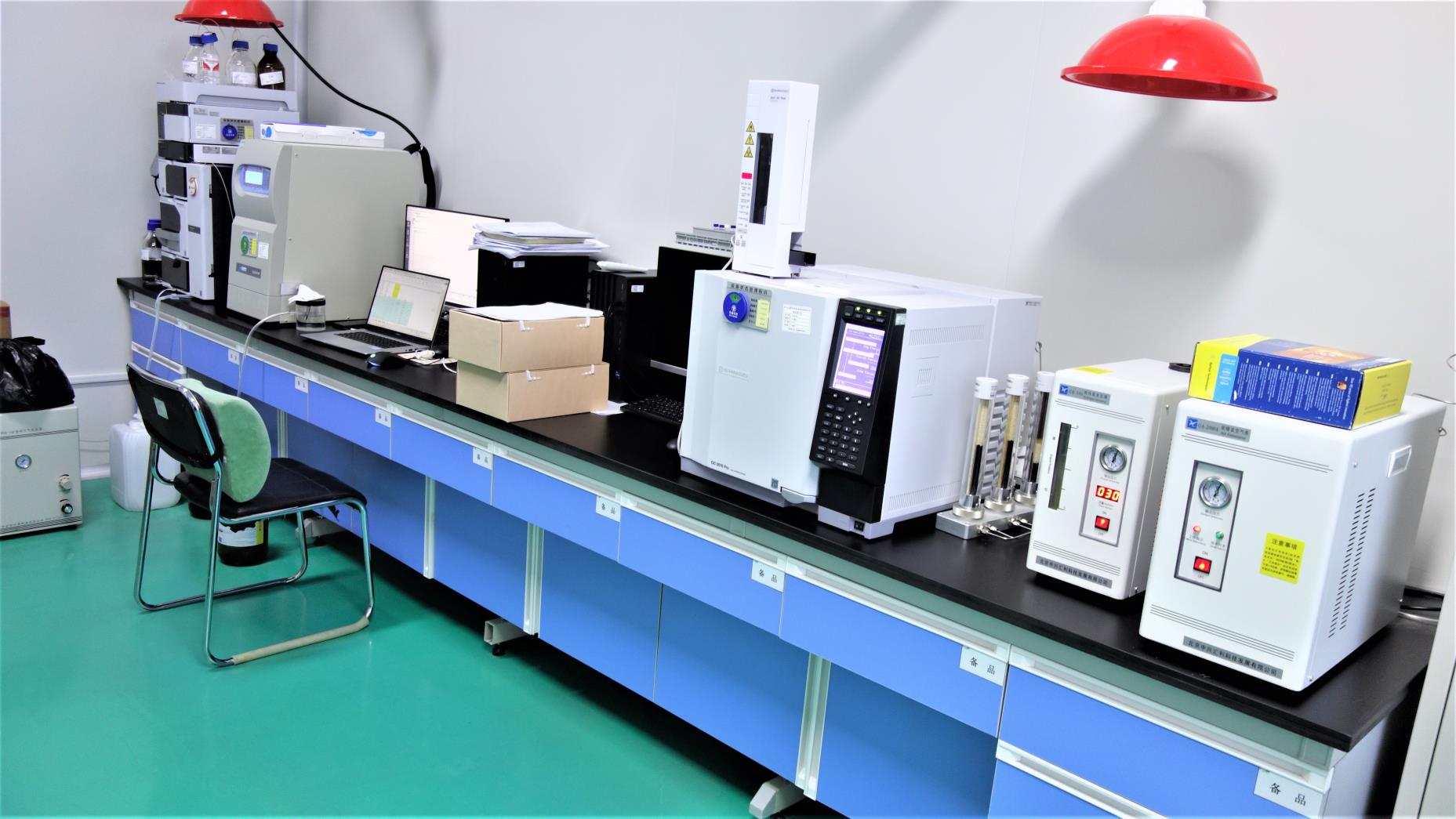
To maintain our reputation as a trusted manufacturer, we invest heavily in advanced automated machinery and precise testing equipment. This minimizes human error, guarantees clean production runs, and keeps batches consistent.








Working with a Chinese manufacturer requires clear communication and a solid understanding of global logistics. At Shenzhen Fresh Vision Co., Ltd., we have spent ten years building a streamlined export process. This helps global buyers optimize their supply chains and reduce transit times.
To prevent communication delays, our accounts department provides full support in Spanish, English, and Chinese. This ensures specifications, compliance documents, and custom branding requirements are captured accurately. Our main market distribution reflects our international reach:
The future of active wear and cosmetics lies in material science and smart automation. Over the next five years, Shenzhen Fresh Vision Co., Ltd. is focusing on three main development paths: