Explore our CE-certified precise contact lenses and high-performance visual-grade solutions engineered under strict GMP parameters.



Industrial prowess at a glance. Facilitating high-compliance international distribution networks for over a decade.
Accepted Languages: Spanish, English, Chinese.
Main Markets: North America (25%), Southeast Asia (20%), Mid East (10%).
Clients: Brand Businesses, Retailers, Wholesalers, and Manufacturers.
Our engineering unit comprises 5 specialist R&D engineers (3 Post-graduates, 2 Junior College specialists). We offer extensive customization services: sample processing, graphic styling, and bespoke on-demand formulations.
Full traceability of raw materials is guaranteed. Quality control operates actively across all lines. Inspection methods include 100% full product screening, random sampling, and client-defined protocols.
A professional industrial whitepaper on engineering standards, manufacturing processes, and global trade compliance.
The global demand for high-precision marking, medical writing instruments, and advanced micro-optical components has witnessed a monumental transition towards strict regulatory adherence. Standard consumer-grade markers no longer suffice in specialized laboratory, surgical, and industrial cleanroom environments. High-performance, CE-certified writing and optical instruments are engineered using sophisticated polymers, advanced bio-compatible fluid systems, and ultra-precise dimensional controls.
Our technology roadmap centers on the alignment of micro-deposition mechanisms with environmental sustainability. Over the next five years, the development vector focuses heavily on:
By leveraging our core expertise in high-hydration polymer chemistry (developed through our optical contact lens manufacturing lines), we are uniquely positioned to bridge the gap between fluid dynamics and human-centric engineering. This cross-industry synergy ensures that whether we produce cosmetic lenses or industrial markers, the baseline product delivery reflects optical-grade perfection.
"The future of precision writing and optical instrumentation lies in nanometer-scale manufacturing and micro-fluidic control, guaranteeing zero-defect performance in highly critical operations."
Industrial clients require custom solutions that adapt to diverse operational landscapes. Our writing instruments and soft lens technologies meet the demands of several major global sectors:
Each product undergoes strenuous validation protocols to verify that fluid flow and material integrity remain unaffected under varying atmospheric pressures, rendering them reliable for high-altitude transport and demanding warehouse storage.
Exporting to major global markets (including 25% North America, 20% Southeast Asia, and 10% Mid East) demands comprehensive regulatory localizations. Under the CE framework, our products meet the technical directives required for free movement in the European Economic Area (EEA).
Additionally, our quality management system is structured to provide:
Take a step inside Shenzhen Fresh Vision Co., Ltd.'s 1,100 square meter state-of-the-art facility. Our production line operates under strict clinical standards, ensuring absolute sterile assembly.



















Our manufacturing ecosystem features cutting-edge automated infrastructure. The journey of our high-precision optical and medical instruments involves multi-stage verification:
First, our automated Demoulding Machine and Film Suction Machine configure the base structures with zero human contact, minimizing early-stage particulate contamination. The instruments proceed directly to the Soak and disinfect station, using medical-grade saline solutions to clean and stabilize the polymers.
Next, our proprietary Filling Machine fills the product packaging under strict laminar flow hoods. Once sealed by the Packaging Machine, the batch is routed into the high-pressure Sterilization Cabinet. This critical sterilization phase ensures 100% pathogenetic destruction, achieving a Sterility Assurance Level (SAL) of 10-6.
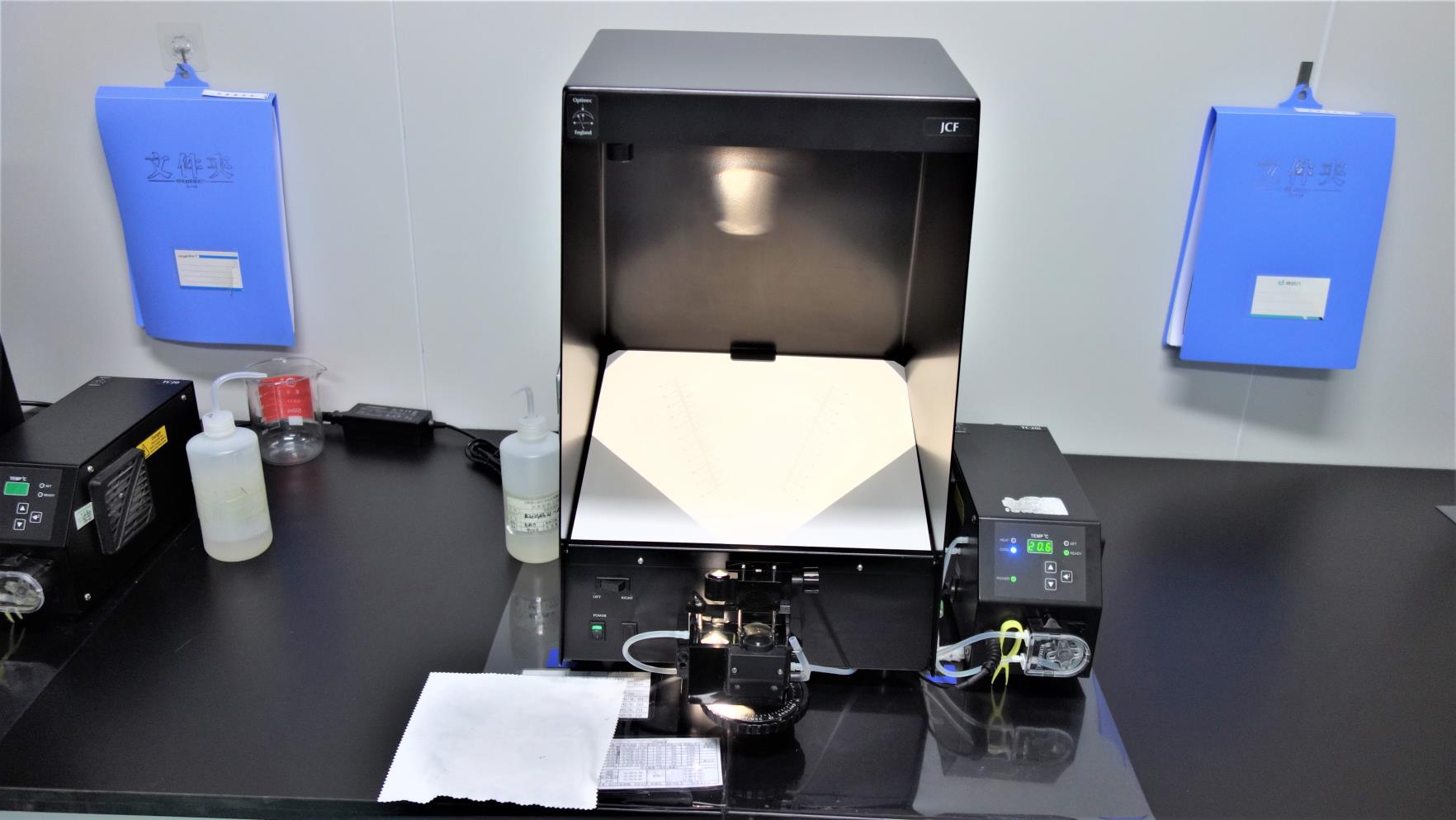
Finally, the quality control division implements extensive verification utilizing advanced Focimeter, Projector, and Spectral Equipment to map focal power, chromatic distribution, and optical transmission properties.
Procurement directors face significant operational risks when scaling international contracts. At Shenzhen Fresh Vision Co., Ltd., we mitigate supply chain volatility by providing flexible, contract-based OEM and ODM terms:
Our experienced logistics team guarantees compliance with regional customs regulations, avoiding delayed shipments and supply constraints during periods of high market demand.
Select from our globally shipped, high-performance soft color contact lenses and optical cosmetic products.